Hot welding is one of the most common installation processes that are used in construction and industry. It is used both in high-tech operations for the assembly of equipment, and in the simplest typical works when connecting supporting structures. In each case, its own welding technique is used, which is optimally suited for operational parameters, working conditions and requirements for the result.
What is welding?

In the classical view, welding is called the technology of the formation of integral compounds by creating interatomic structural bonds against the background of thermal effects. In other words, under high temperature, plastic deformation of the preforms and subsequent exchange of particles between them are ensured, which leads to the formation of a compound after cooling of the materials. The welding technique itself only provides the necessary conditions for bringing metals to the required state. In normal temperature conditions, a metal is a structure of solid crystalline particles, but upon reaching a certain heating rate, the material softens. It should be emphasized that the temperature effect is not only positive in terms of installation possibilities. Also, the oxidation of metals, the formation of cracks in inappropriate places due to internal stress, there is a general warping and deformation. Such phenomena can be eliminated and minimized only by proper selection of equipment and organization of the welding process.
Welds and joints
To understand the goals of plastic deformation of a metal, it is necessary to determine for which specific structural tasks a welding operation is performed. In most cases, it is necessary to obtain a connection of two workpieces or structures with parts. Connection configurations are different - angular, butt, tee, etc. From the point of view of edge formation, the weld welding technique allows you to form joints without bevels, with flanging, as well as with bevels in different shapes. One of the most complex bevels is considered to be X-shaped, in which there is a pairing of two straight or curved edges. Although one of the main requirements for a welded joint is tightness, in some cases there are quite clear tasks for forming holes in the joint. For example, when connecting elements by overlapping and without beveling, an elongated hole can be formed, which is later used for other structural tasks.
Varieties of the welding process
The approach to the technical organization of welding can differ both in the parameters of the working medium and in the mechanics of the impact on the target material. The most popular welding technologies include the following:
- Arc welding. An electric arc is formed between the surface of the welded structure or part, the thermal effect of which leads to the melting of the material. This method can be manual, mechanized or automatic. For example, the automatic arc welding technique involves the supply of electrode wire with special equipment, freeing the operator's hands.
- Gas welding. If in the previous case the source of heat is electric energy, then gas welding uses an oxygen flame with a temperature of 3,200 ° C. In this case, combined methods should not be confused with this method, in which gas mixtures are also used, but not as a source of high temperature, but to isolate the weld pool.
- Electroslag welding. The impact on the material is provided by electric current, and molten slag acts as a conductor and an energy modifier.
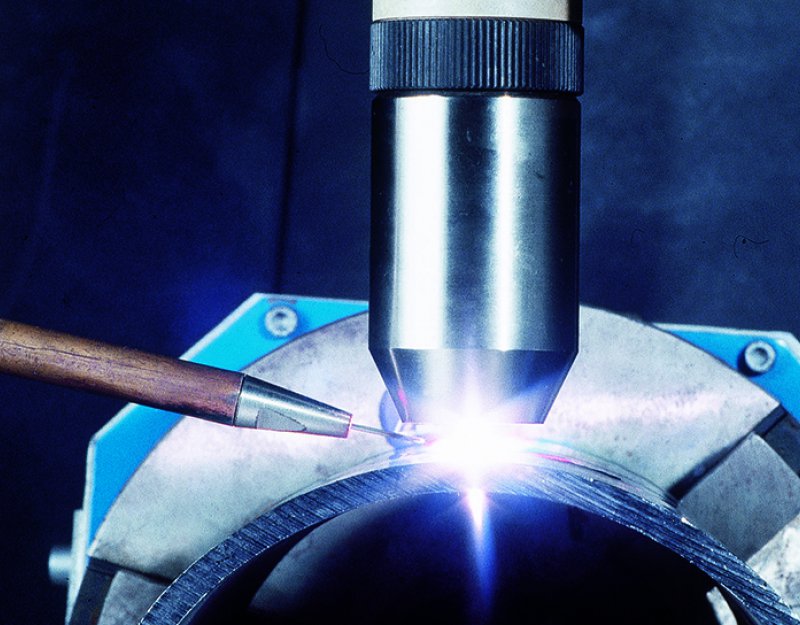
- Plasma welding A high-temperature welding method in which a plasma-arc jet with a thermal energy of up to 10,000 ° C is activated.
- Laser welding The method is based on the use of photoelectron energy. Parts are melted under the increased influence of a light beam emitted by a laser.
Welding machines
To perform welding operations, several technical means are usually used, including an inverter, a rectifier and a transformer. In each case, the main task of the main apparatus for welding is to provide direct current. High-quality equipment supplies the working area with a smooth and stable electric arc. Of course, this applies to electrical welding technologies. The technique of welding in gaseous media is realized by means of torches and reducers, which regulate the flow of the gas mixture from the cylinder. Also, in the case of plasma welding, special plasmatrons are used that can work with workpieces up to 30 mm thick. Moreover, it must be emphasized that gas and plasma equipment mainly focuses not on the traditional tasks of joining metal parts, but on cutting the material under thermal influence.
Seam technique
Despite the huge role of equipment, much in welding works depends on the skills and abilities of the operator controlling the entire process. The task of the user of the equipment is to control the electrode and the supply of consumables present in the weld pool, where the seam is formed. A key factor is the position of the operator and the direction of the seam. Experts recommend performing work as low as possible, providing weld bead surfacing with a broadening roller. It is advisable to achieve deep penetration, which will make the structure of the compound more uniform and durable. In the manual welding technique, the stage of stripping the seam from slag and smudges is especially important. If such flaws could not be eliminated during the main part of the work, then a second layer of surfacing will have to be performed. Usually the main first layer reaches 3-4 mm in thickness, and the subsequent ones up to 5 mm.
Features of submerged arc welding and in gas environments
In order not to have to adjust the welding technique in the process, it is recommended to initially calculate the technological nuances that can improve the quality of the result. Submerged arc welding and in gaseous media are distinguished by their focus on weld protection from the negative effects of the external environment and melt. For example, when performing the gas welding technique with the supply of argon mixtures, the negative influence of oxygen is reduced, which worsen the quality of the weld structure. As for the flux, its inclusion, first of all, minimizes the spraying of the melt, and in the second, modifies the composition of the weld by the inclusion of special additives that are activated at high temperatures.
Welding organization parameters
In the production mode of the organization of welding work, several factors of labor activity are taken into account at once, including the following:
- The ratio of the complexity of the operation and the time norm for its implementation.
- Scope of work - the rate of production that is performed by an employee or team in 1 hour. For example, with the manual arc welding technique, meters of the completed seam or the number of mounted parts can be taken into account.
- Unit of service. In this case, we mean the workplace, unit of equipment or site for welding, within which the activities of one employee or team are also organized.
Safety in the organization and production of welding
The welding process involves many risks and dangers in terms of threats to human health. The safety standards for welding pay attention to several threat factors at once:
- Radiation welding. Infrared radiation with a bright glow negatively affects the welder's eyes, so the presence of a mask with special dimming glasses and filters is mandatory in his equipment.
- Thermomechanical effect. Especially when working on an arc technique, melt spatter is dangerous. In fact, it is a liquid hot metal that can lead to severe burns in contact with skin. To protect against sparks and hot metal, special thermally protected clothing is used.
- Risk of fire. Heat and spray of hot material increase the risk of fire. It is worth thinking about this even at the stage of organizing the process, removing flammable objects from the working area.
- Respiratory protection. Toxic gases and the release of other hazardous substances during the thermal destruction of the metal structure is also a hazardous factor. In this case, it is not enough to use masks and respiratory equipment. A prerequisite in long work processes is an active ventilation system in a confined space and regular 5-10-minute work breaks.
Welding errors
Due to the complexity of the welding process, technological errors are not exceptional. The most common of them include the following:
- Arc break The electrical thermal effect was not brought to the end of the planned joint, due to which a depression may form with a crack at the edge of the connecting line.
- Poorly reinforced seam with thinning of the metal at the interface (cut). A common occurrence in high voltage welding techniques. Ideally, cuts should not have a depth of more than 1 mm, otherwise additional welding will be needed.
- Point lack of direct connection in the seam structure between the workpieces. In other words, the remaining lack of fusion, which occurs due to inaccurate direction of the electrode during the formation of the arc without taking into account the depth of the thermal effect.
Conclusion
For all the technological complexity of welding, the methods for their implementation are becoming more accessible to the ordinary home foreman. This is largely due to the fact that the welding technique is becoming more ergonomic and safe. For example, modern inverters allow you to conveniently control the main operating parameters of the process, taking into account the characteristics of the metal and environmental conditions. The user is only required to properly organize the working area and properly control the electric arc during the formation of the seam.